What is Machine Vision in AI: How it Works
Published: 28 Mar 2026
You may have heard the term “machine vision” and wondered how machines can actually see.
In this guide, we will explain what machine vision is in AI, how it works, its components, applications, advantages, limitations, and future. By the end, even a beginner will clearly understand how computers interpret visual information.
What is Machine Vision in AI?
In this section, we will explain the basic meaning of machine vision, how it is inspired by human vision, and why it is important in modern technology.
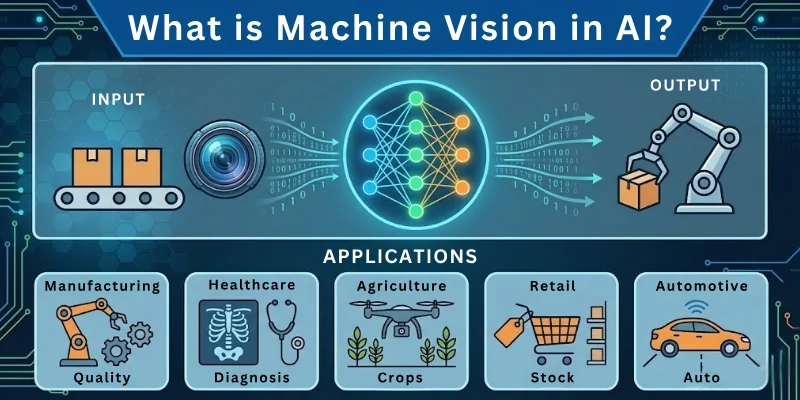
Machine vision is a technology that enables computers to capture, process, and understand images or videos. Using cameras, sensors, and advanced algorithms, machines can detect objects, recognize patterns, and make decisions based on visual input.
Key Points
- Enables machines to “see” like humans.
- Uses cameras, sensors, and algorithms.
- Can detect objects, read text, and recognize patterns.
- Helps in decision-making based on visual information.
- Widely used in industries, robotics, and healthcare.
How Machine Vision Works
This section explains how machines process visual information, from capturing images to making decisions.
Machine Vision works by capturing visual input, analyzing it with algorithms, and producing actionable results.
Main Steps
- Image Acquisition: Cameras or sensors capture images or videos.
- Preprocessing: Improves image quality by removing noise or adjusting contrast.
- Feature Extraction: Identifies important patterns, shapes, or objects in the image.
- Decision Making: Uses algorithms to classify, detect, or interpret the visual data.
- Output: Provides results like detecting a defect, counting objects, or recognizing faces.
Example: In a factory, machine vision systems can inspect products on a conveyor belt. They can detect scratches, missing parts, or defects automatically without human inspection.
Components of Machine Vision Systems
This section explains the main components that make machine vision possible.
- Image Sensors and Cameras: Capture images and videos. Can be high-resolution for detailed inspection.
- Lighting Systems: Improve visibility and highlight features. Ensure consistent image quality.
- Processing Unit: Computer or processor that runs image analysis algorithms.
- Software and Algorithms: Detect patterns, classify objects, and make decisions.
- Output Devices: Display results or trigger actions, like alarms or robotic movement.
Applications of Machine Vision in AI
This section explains where machine vision is applied in real life.
Main Applications
- Industrial Automation: Inspecting products for quality control.
- Self-driving Cars: Detecting lanes, vehicles, pedestrians, and obstacles.
- Healthcare: Analyzing medical images for disease detection.
- Agriculture: Monitoring crop health, detecting pests, and measuring growth.
- Security and Surveillance: Recognizing faces or detecting unusual activities.
- Retail: Tracking inventory and analyzing customer behavior.
- Robotics: Guiding robots to pick, place, or assemble objects accurately.
Advantages of Machine Vision
This section explains why machine vision is valuable.
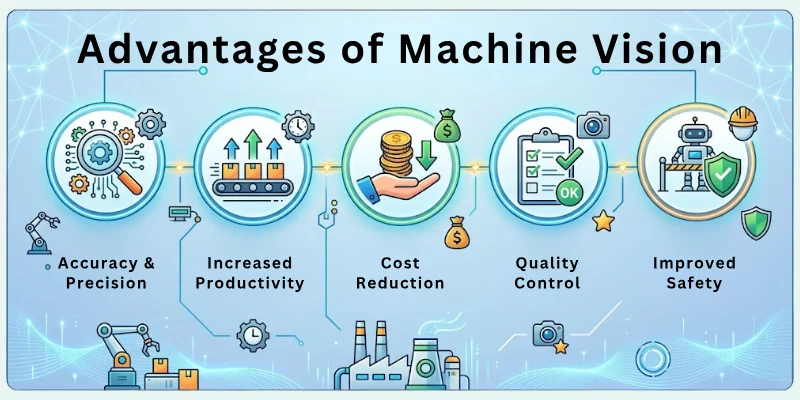
Key Advantages
- Increases speed and efficiency in inspection or monitoring.
- Reduces human error in repetitive visual tasks.
- Works in hazardous or hard-to-reach environments.
- Provides consistent and accurate results.
- Can process large amounts of visual data quickly.
Limitations of Machine Vision
This section explains the challenges and drawbacks of machine vision systems.
Main Limitations
- Requires high-quality images and proper lighting.
- Can struggle with complex or cluttered environments.
- Needs high computing power for real-time processing.
- Algorithms can fail if objects vary too much from training data.
- Initial setup can be expensive and complex.
Future of Machine Vision
This section explains how machine vision is evolving and what to expect in the coming years.
Future Possibilities
- Smarter factory automation with real-time quality checks.
- Advanced autonomous vehicles that see and respond to complex environments.
- Improved healthcare diagnostics using precise image analysis.
- Enhanced robotics for flexible and accurate manufacturing.
- Integration with AI for real-time decision-making in dynamic environments.
Final Note
In this guide, we have covered what machine vision in AI is in full detail. You now understand its meaning, working process, components, applications, advantages, limitations, and future possibilities. Machine vision helps machines interpret the world visually, making processes faster, more accurate, and safer.
Understanding step by step makes this advanced technology easy to grasp. Stay curious, explore, and see how visual intelligence is shaping industries and daily life.
Goodbye and keep learning about the amazing world of machine vision!
FAQs: Machine Vision in Artificial Intelligence
Here are some of the most commonly asked questions related to the machine vision in AI:
Machine vision in artificial intelligence allows computers to see, analyze, and interpret images or videos. It is used in many industries to detect objects, recognize patterns, and make decisions automatically.
It works by capturing images through cameras or sensors, processing them with algorithms, and producing results like object detection or quality inspection. Each step helps machines understand visual information more accurately.
The main components are cameras, sensors, lighting, processing units, and software. Cameras capture visuals, software analyzes data, and the system provides actionable output based on the analysis.
Machine vision is used in factories for quality control, self-driving cars, healthcare imaging, agriculture monitoring, and security surveillance. It helps detect errors, monitor processes, and improve efficiency.
It provides fast, accurate, and consistent results. It reduces human error, works in dangerous environments, and can process large volumes of visual data efficiently.
Machine vision requires good lighting, high-quality images, and proper training. It can struggle with cluttered environments, needs strong computing power, and initial setup can be costly.
Yes, it can inspect items on production lines and detect scratches, missing parts, or errors without human intervention. This improves quality control and saves time in manufacturing.
It helps cars detect lanes, vehicles, pedestrians, and obstacles. Machine vision processes images in real time to allow autonomous cars to navigate safely.
AI algorithms make machine vision smarter by learning patterns and improving accuracy over time. It allows machines to handle complex tasks, like recognizing faces, reading text, or analyzing medical images.
The future includes smarter automation, advanced robotics, autonomous vehicles, and precise healthcare diagnostics. Machine vision will play a bigger role in industries, safety, and everyday technology.





- Be Respectful
- Stay Relevant
- Stay Positive
- True Feedback
- Encourage Discussion
- Avoid Spamming
- No Fake News
- Don't Copy-Paste
- No Personal Attacks
- Be Respectful
- Stay Relevant
- Stay Positive
- True Feedback
- Encourage Discussion
- Avoid Spamming
- No Fake News
- Don't Copy-Paste
- No Personal Attacks
